
以下是:异型管批发-欢迎询价的产品参数异型管批发-欢迎询价,恒盛信达钢铁贸易有限公司专业从事异型管批发-欢迎询价,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米发货到广东省 广州市 萝岗区、荔湾区、越秀区、海珠区、天河区、白云区、黄埔区、番禹区、花都区、南沙区、增城区、从化区,以下是异型管批发-欢迎询价的详细页面。 广东省,广州市,萝岗区 2014年2月12日,广东省政府将《国务院关于同意广东省调整广州市部分行政区划的批复》转发至广州市人民政府。国务院同意撤销广州市黄埔区、萝岗区,设立新的广州市黄埔区,以原黄埔区、萝岗区的行政区域为新的黄埔区的行政区域,黄埔区人民政府驻萝岗街道香雪三路1号。
为了给您提供更的异型管批发-欢迎询价产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。以下是:异型管批发-欢迎询价的图文介绍广州萝岗恒盛信达钢铁贸易有限公司是一家集 镀锌管研发、生产、销售、售后于一体的综合性企业。公司全体成员严格奉行“系统管理,质量保障,交货快捷,客户满意”的宗旨, 竭诚为广大新老客户服务,邀您共创辉煌!
增加工作辊热辊时间,使辊面热凸度均匀。对于辊径-385mm的工作辊适当增加轧制烫辊材。轧制烫辊材就是轧制0.3mm以下薄规格带钢之前,先轧制2、3卷0.6mm以上带钢,让工作辊辊面与辊身热透性均匀,保证有效压下效率,解决轧辊压靠时有效轧制力减小问题。
将异型管道次压下率由25%左右提高到30%以上,并将成品道次轧制时手动加卷取张力,以弥补压下率调整后的不足,保证成品道次轧制到目标厚度。
优先使用小辊径工作辊,通过轧辊优化分配,尽量安排小辊径工作辊生产0.3mm以下薄规格的异型管带钢。
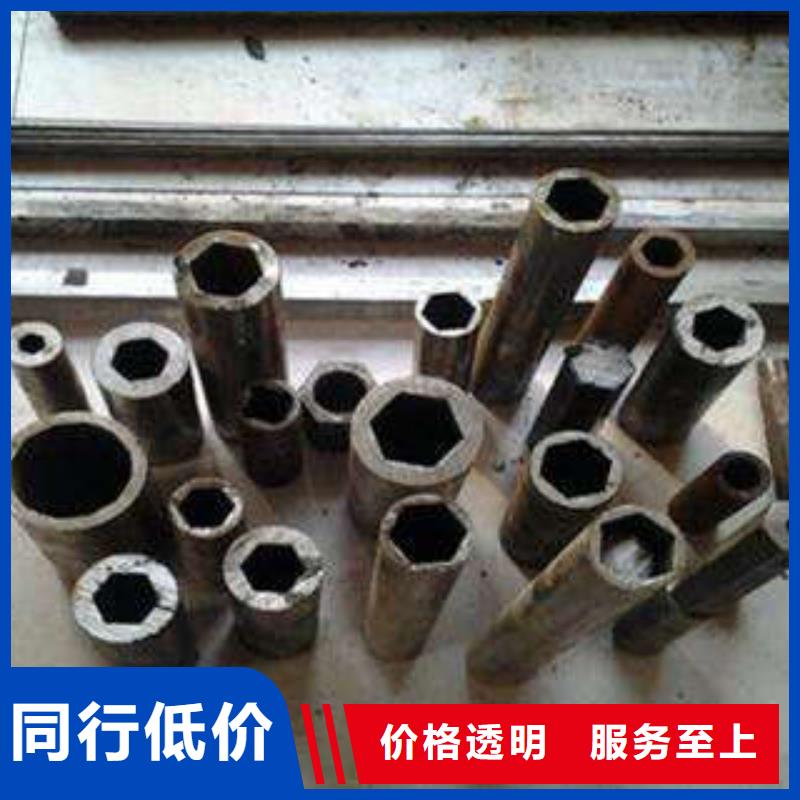
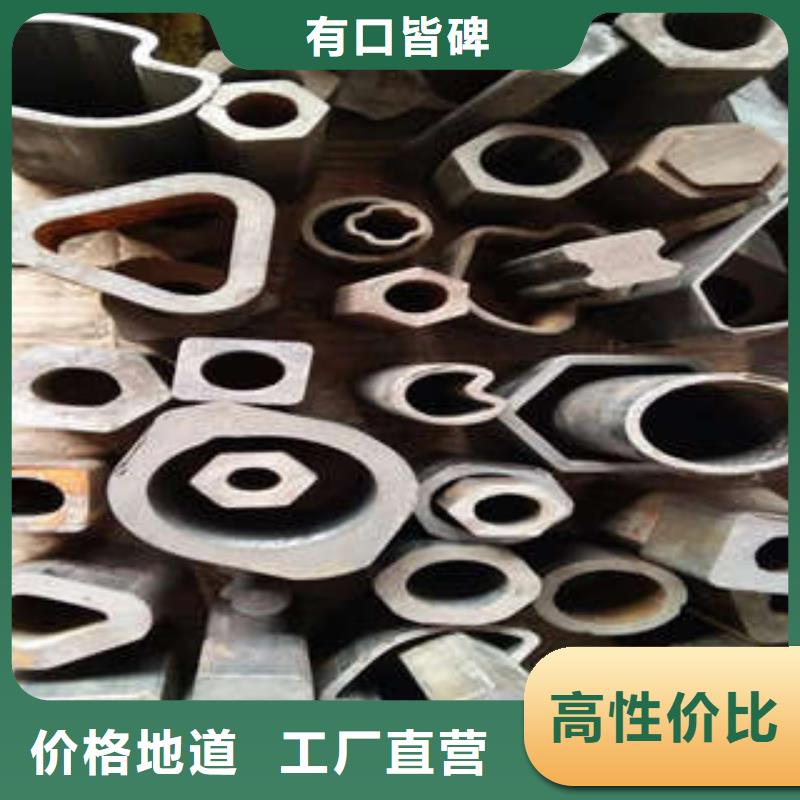
异型管冲压生产时在保证送料必要时间的前提下,尽量缩短送料时间,但提高送料速度会对精度产生不良的影响。送料精度的优劣直接影响着异型管的精度和品质,因此保持良好的送料精度是非常必要的。
为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
保护气体为氩气,当焊接电流为50-150A时氩气流量为8-10L/min,当电流为150-250A时氩气流量为12-15L/min。
MIG焊接容易受到风的影响,有时风而产生气孔。所以风速在0.5m/sec以上的地方进行异型管焊接,都应当采取防风措施。
采用平特性焊接电源,直流时采用反极性。
为防止焊接气孔之出现,异型管的焊接部位如有铁锈、油污等务必清理干净。
对接打底时,为防止底层焊道的背面被氧化,异型管背面也需要实施气体保护。
对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松一些。
一般在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。
控制异型管厚度波动的九点措施:
将乳化液的浓度由2.5%提高到4%左右,增大轧制过程中轧辊与异型管带钢有效接触区的油膜厚度,提高润滑性能,降低摩察系数,从而降低轧制力,改善厚度波动。
通过添加酸性添加剂,使乳化液pH值控制在5-5.5,使轧制油颗粒度趋于增大,降低乳化液稳定性,使ESI由60%-80%降低到40%-60%,从而提高油水分离效果,改善异型管的润滑条件。
降低工作辊辊面粗糙度,将辊面粗糙度由0.8-1.0μm减小到0.4-0.6μm。
压缩轧制道次,减小因加工硬化引起变形抗力增大导致的异型管道次轧制力增大,厚度波动。
将轧机正常生产时乳化液的加热温度由50-55 ℃,提高为55-60 ℃,以加快乳化液油滴分子的运动速度,使油滴分子聚集度增大,改善润滑条件。
启车后直接升速轧制,以改善乳化液润滑条件,增加轧辊与异型管带钢之间轧制油量和油膜厚度,减小摩察系数,降低轧制力,减小厚度波动。
异型管批发-欢迎询价,恒盛信达钢铁贸易有限公司为您提供异型管批发-欢迎询价产品案例,联系人:王立祥,电话:0527-88266888、18762195566,QQ:601360604,发货地:大邱庄镇陈大公路东300米。











